Product Introduction: The X-TGD type steel wire rope belt bucket elevator is a generation of products developed and produced by us on the basis of digesting and absorbing new foreign technologies. It has the characteristics of large conveying capacity, small volume, low energy consumption, stable and reliable operation, small maintenance, long service life, and can achieve single machine lifting. Suitable for vertical conveying of dry, powdery or small granular materials, widely used in high load conveying systems for powdery materials in industries such as building materials, metallurgy, chemical, grain, coal, and power. Especially suitable for the transportation of new dry process cement rotary raw materials, raw material homogenization warehouses, cement storage transportation, and high load circulating transportation of materials in closed circuit systems of mills, and can completely replace imported equipment of the same specifications. (Special reminder: When selecting the kiln tail elevator, high-temperature steel wire tape should be used, which can withstand temperatures up to 150 ��.).
Working principle: The X-TGD hoist adopts high-strength steel wire rope core rubber belt as the traction component, which overcomes the dynamic load generated during chain meshing. It is lighter and more stable than the chain, and can achieve higher productivity at a faster movement speed. Under the same production conditions, the tape can reduce the material line load and the traction component line load due to its lighter working speed and self weight, thereby reducing the size and self weight of the entire machine. At the same time, it is equipped with specially designed adhesive tape joints and hopper fixing parts, which can be transported by changing the direction of the head wheel with glue wrapping and the tail wheel with bar design. And according to the needs, different forms of arrangement are made between the hoppers to ensure continuous lifting and unloading of materials, meeting the design requirements.
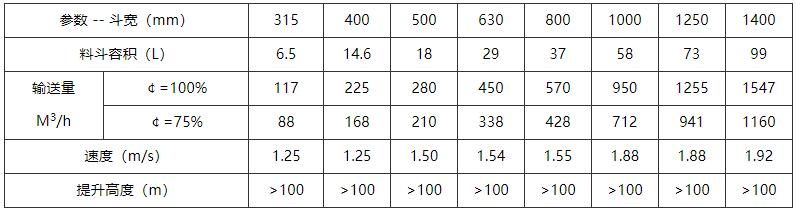
Technical specifications:
Performance characteristics:
1. The lifting height of a single machine can exceed 100 meters;
2. The conveying capacity exceeds 1160 meters 3/ H;
3. The material temperature can reach 120 ��;
4. The hopper is tightly arranged, continuously lifted, and discharged continuously;
5. Equipped with standard safety equipment: material level controller swing controller and speed detector;
6. Realize continuous operation, with maintenance 80% less than that of the ring chain and 60% less than that of the plate chain;
7. Long service life, with a fault free running time of over 35000 hours;
8. Low functionality: saves 20% power compared to ring chains and NE;
9. The driving drum is equipped with a conveyor belt centering device and adopts a rubber wrapped design, which has a long service life and high friction force;
10. Adopting a vertical reducer and hydraulic coupling transmission device, with a compact structure to achieve flexible transmission, and equipped with a slow transmission device for maintenance;
11. Adopting a gravity balance tensioning device to achieve automatic tensioning;
12. The conveyor belt is reinforced with longitudinal and transverse steel wire ropes, greatly improving the tensile strength;
13. Equipped with a dedicated control cabinet, which can be operated independently or enter the entire plant DCS system


